

Voron 0.1 - Fysetc
No es un juguete!!!
Introducción
Os traemos una impresora DIY muy pero que muy peculiar, la Voron 0.1!!!
La Voron 0.1 pese a su tamaño y aspecto es importante recalcar que no es ningún juguete ya que básicamente vamos a contar con las mismas características que tenemos en impresoras de media/alta gama en un formato reducido.
Además es importante recalcar que pese al excelente trabajo de diseño de Voron, su documentación y que Fysetc en su kit nos proporciona todo lo necesario para montarla este proceso es laborioso y es aconsejable tener alguna experiencia en la construcción de impresoras 3D así como de electrónicas y Klipper.
Por otro lado una vez montada es una auténtica pasada su comportamiento con el único pero de su tamaño de impresión reducido siendo ideal como segunda impresora de alto rendimiento especialmente para impresión de materiales técnicos o como impresora portable que siempre puede tener aplicaciones interesantes.
Si quieres conocer más sobre este tipo de máquinas Voron o eres el propietario de una te aconsejamos te unas a la comunidad Telegram Voron en español.
Contenido del kit Fysetc
Como ya hemos comentado Fysetc ha hecho un gran trabajo con este kit incluyendo todo lo necesario para ponerla en marcha a excepción de las partes impresas, que podremos adquirir en otros kits incluso en breve dispondremos de un kit de metal que probablemente sea altamente recomendable incluso si ya tenemos nuestra Voron 0.1 montada.
Todo el kit viene perfectamente embalado y etiquetado, tan solo como mejora sería ideal etiquetar los perfiles de aluminio para saber identificar de forma sencilla cada uno de ellos.
A continuación podéis ver una imagen de los componentes del kit, un listado de los mismos y una descripción de aquellos componentes mas destacados.
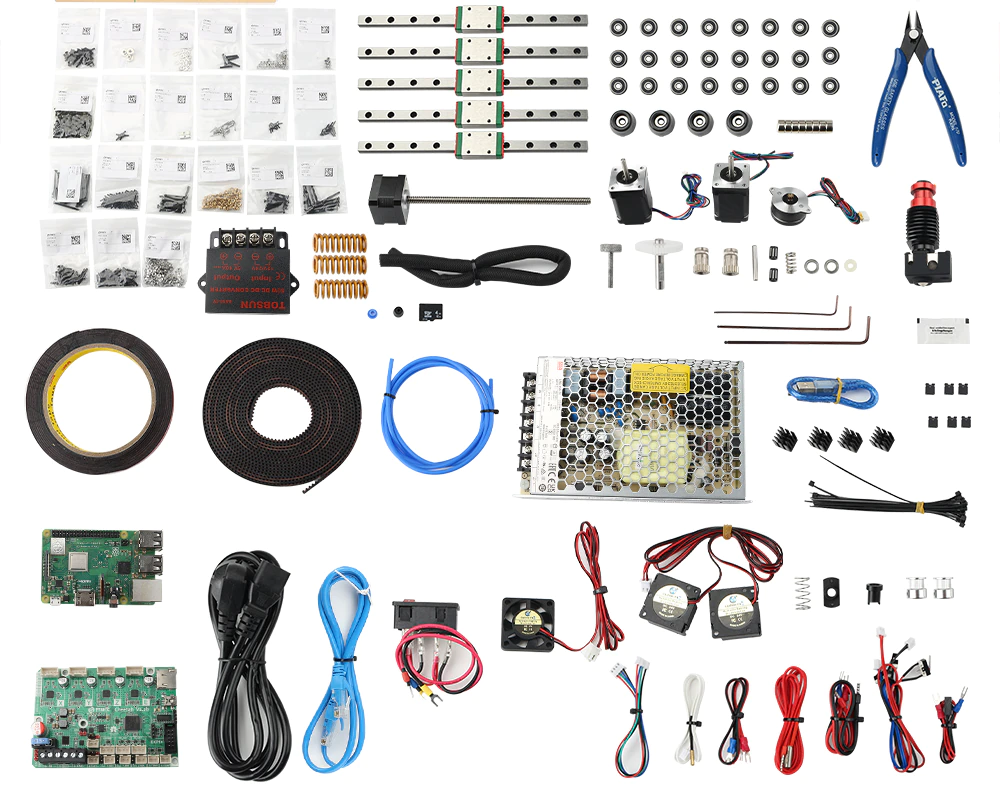

En el apartado de la electrónica contamos con una correcta Fysetc Cheetah v1.2b, aunque en kits más actuales esta ha sido actualizada la Fysetc Cheetah v2.0 (kit rev1.1). Esta placa cuenta con una MCU STM32 y drivers TMC2209.
También incluye una Raspberry Pi 3B+ que junto al sistema Klipper nos va a permitir impresiones de alta velocidad, un control de la impresora remoto (via WiFi o Ethernet), cámara para poder visualizar nuestra impresora, acelerómetros, pantallas 12864, etc...

Potente, para el tamaño de la impresora, fuente de alimentación de 50W además de incluir un módulo DCDC 5V 10A para la alimentación específica de nuestra Raspberry Pi 3B+ aunque podríamos usarla para alimentar tiras leds u otros periféricos.
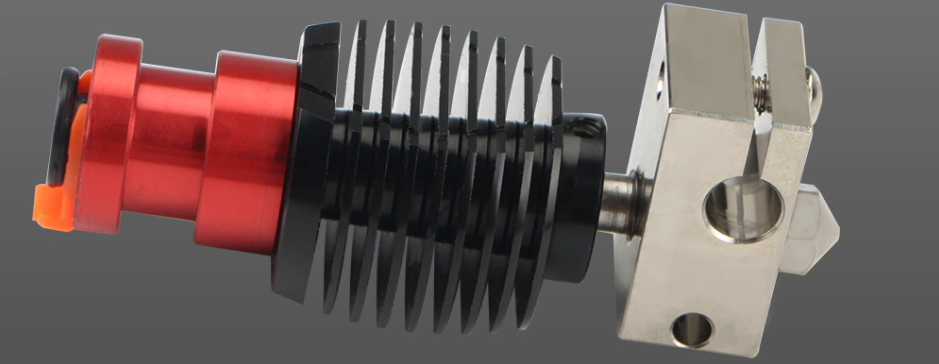
En cuanto al Tornado hotend incluido es compatible con sistemas Dragon siendo capaz de trabajar con componentes de alta temperatura.
Todo el cableado preparado y listo para poder conectar todos los componentes de una forma cómoda y sencilla algo que en esta máquina se agradece enormemente.

Guías lineales muy correctas que nos aportando al conjunto una gran precisión y fiabilidad en los movimientos de la máquina.
La cama caliente cuya plataforma de aluminio mic6 muy bien mecanizada junto al calefactor de 24v 75W con protección de temperatura al incorporar un termofusible y el PEI magnético es un acabado redondo para esta parte que junto con el sistema de nivelación manual de 3 puntos nos van a permitir tener una superficie de impresión perfecta.
Por último resaltar los motores incluidos que pese a no tener la serigrafía de Voron/LDO, aunque Fysetc nos indicó que son los mismos personalizados para ellos, en nuestras pruebas se han comportando excepcionalmente y sin problemas.
En los kits facilitados por Fysetc no se incluía pantalla, la cual usando Klipper no es imprescindible pero si que puede ser cómoda en determinadas circunstancias.
Fysetc vende una pantalla para este tipo de máquinas que se conecta directamente a la Raspberry Pi y por otro lado también podemos conectar otro tipo de pantallas LCD directamente a la placa y configurar correctamente nuestro Klipper para usarla.
Ensamblado
Como ya hemos comentado, y lo seguiremos haciendo en todo el artículo, la Voron 0.1 no es una impresora sencilla de ensamblar dada su complejidad de cinemáticas CoreXY embutidas en un chasis de pequeñas dimensiones.
Así que os aconsejamos, y mucho, que antes que comencemos el ensamblado tener a mano alguna información/link útiles:
Repositorio Github de Fysetc para la Voron 0.1, dónde podremos encontrar FW, documentación, piezas a imprimir ajustadas para el kit
Para facilitaros el proceso de ensamblado aquí tenéis un video del ensamblado del hotend para daros alguna idea de los pasos de forma más visual y como ayuda extra al manual de ensamblado de Voron.
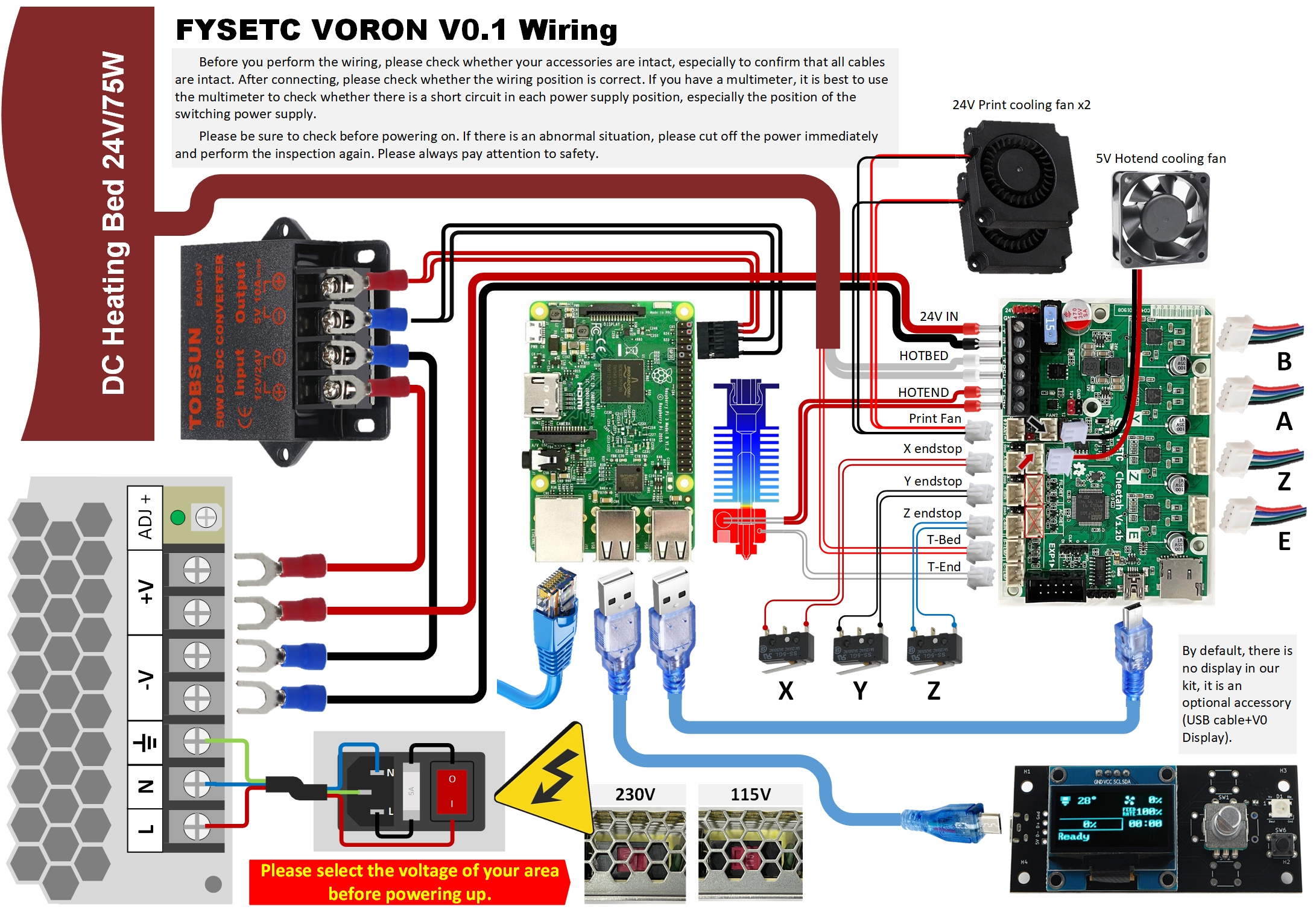
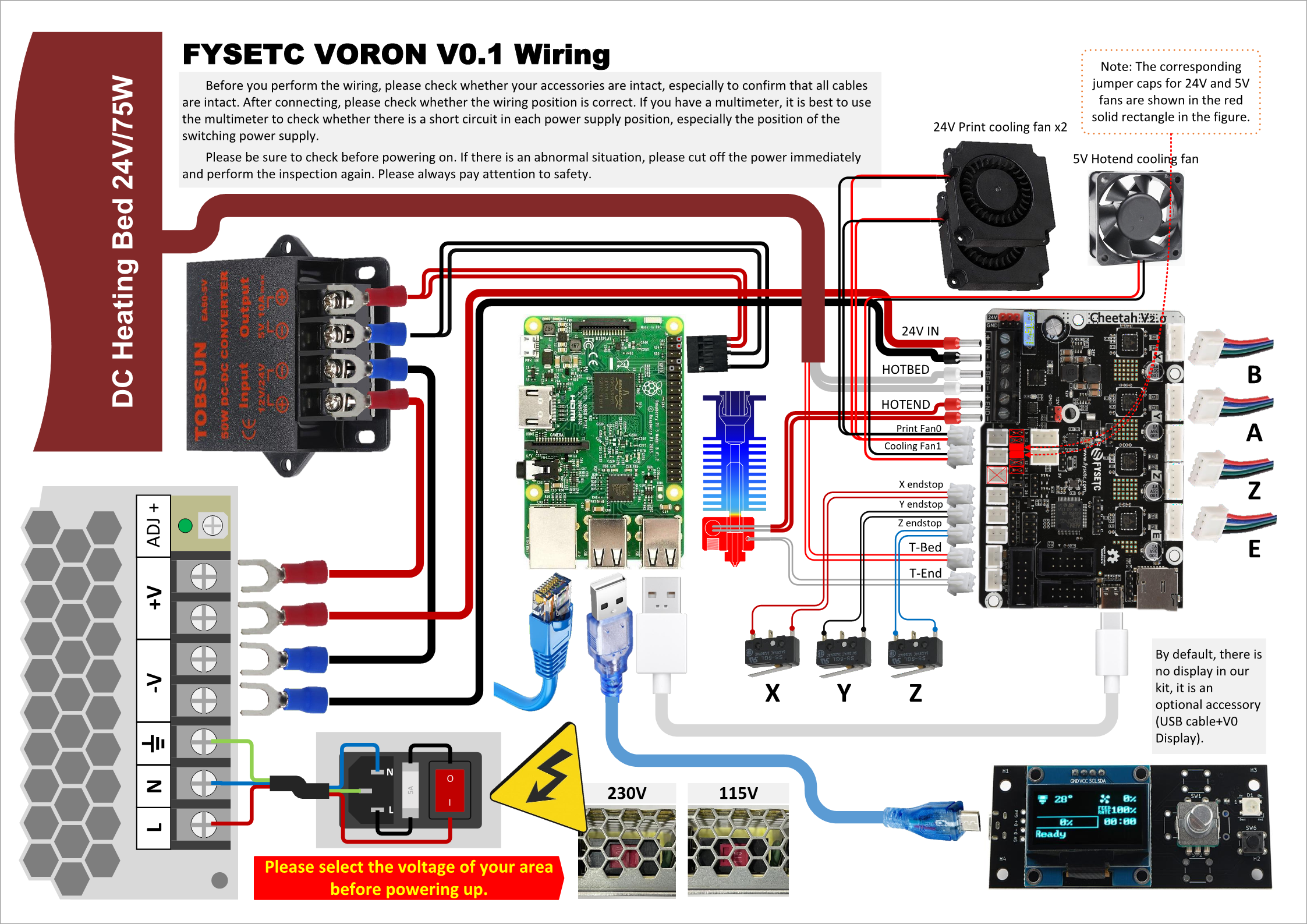
Electrónica
A continuación podéis encontrar el esquema de conexión de toda la electrónica dependiendo de que versión de kit tengamos
Firmware
La Voron 0.1 está principalmente pensada para Klipper, aunque si es un sistema con el cual no os sentís confortables es viable poderla montar sobre Marlin.
Si quieres conocer más información o ayuda puedes acceder al grupo de Telegram de Klipper en español que te ayudará con tus dudas y problemas seguro.
No vamos a entrar en detalle de los pasos para montar todo el sistema dado que los tenemos en detalle en otras guías tan solo os iremos dando los pasos para ponerlo en marcha con links a guías más detalladas.
Instalación de Klipper, podéis encontrar la guía de instalación de Klipper información detallada en todo caso y para nuestras Voron 0.1 hemos usado MainsailOS como imagen para nuestra Raspberry Pi con Klipper y se procedió, por comodidad para gestionar los componentes de Klipper, a instalar Kiauh.
Crear nuestro firmware Klipper, de nuevo en nuestra guía de instalación Klipper podremos encontrar como generarlo.
Usaremos la siguiente configuración para generar nuestro firmware Klipper para nuestra Cheetah v1.2:

Para subir el firmware el siguiente comando conectados mediante SSH:
Podéis encontrar más información de como subir vuestro firmware aquí.
Usaremos la siguiente configuración para generar nuestro firmware Klipper para nuestra Cheetah v2.0:

Podéis encontrar más información de como subir vuestro firmware aquí.
Obtener el ID de nuestra MCU para configurarlo en Klipper, una vez tenemos nuestra electrónica actualizada con el firmware Klipper deberemos obtener el ID de nuestra MCU. Tenéis más detalle del proceso aquí.
Configurar nuestro printer.cfg, una vez ya tenemos listo nuestro firmware en placa y el sistema Klipper montado solo nos queda acceder a nuestra interfaz Mainsail/Fluidd y comenzar a configurar nuestro printer.cfg. En este caso tenemos los ejemplos para el kit rev1.0 aquí y para el rev1.1 aquí.
Puesta en marcha
Ya tenemos los ajustes básicos para comenzar a verificar que todo funciona correctamente.
Mainsail... interfaz de Klipper
Dado que para realizar algunas de las comprobaciones/ajustes previos y a posteriori el manejo de la impresora os enseñamos algunas partes interesantes de Mainsail que es el interfaz web desde donde controlaremos nuestra impresora.
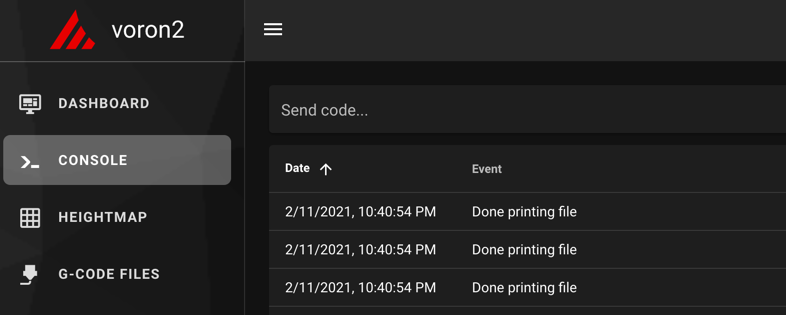
Terminal, dependiendo de la configuración de nuestro Mainsail o versión este aparecerá como una pestaña o un widget en algunos de los apartados. Desde el podremos enviar comandos a nuestra impresora.
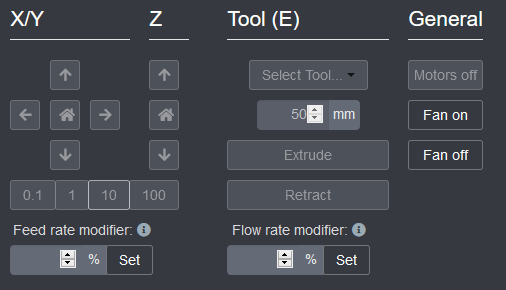
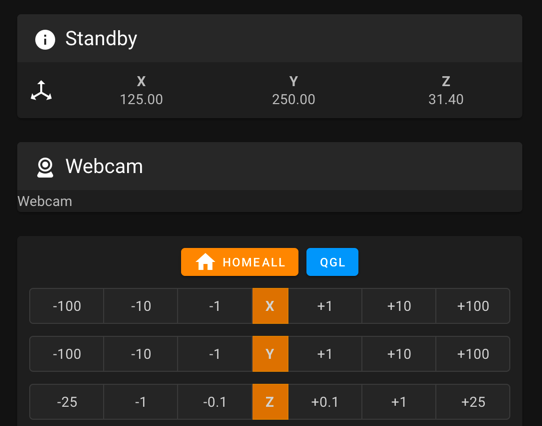
Control, en este módulo podremos realizar movimientos de nuestros ejes, modificar el feedrate, hacer home o conocer las coordenadas de nuestro nozzle.
Comprobaciones/Ajustes previos
Tensado de correas, el ajuste del tensado de correas en impresoras con cinemática CoreXY es importante que ambas correas que mueven el eje X e Y tengan la tensión similar.
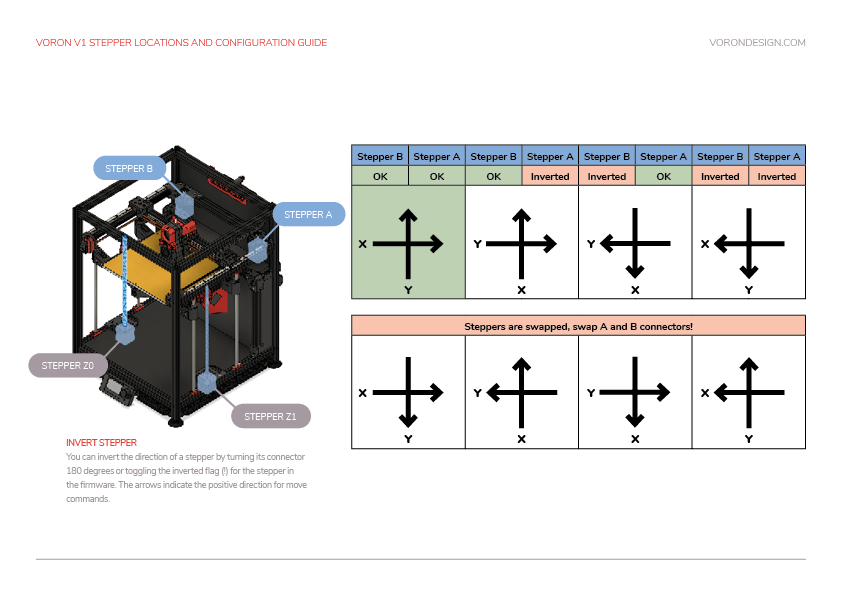
Direcciones de los motores, Para comprobar que los motores estén en la dirección correcta, y con la impresora apagada, colocaremos manualmente el cabezal de impresión en el centro de la cama y seguidamente enviaremos el comando/macro SET_CENTER_KINEMATIC_POSITION desde la consola. Acto seguido podremos usar los controles de movimiento de Fluidd para verificar que se mueven en el sentido correcto cada eje. En el caso que no estén correcta la dirección deberemos de indicarlo con un ! (o quitarlo) en la definición de dir_pin del motor. [stepper_y] dir_pin: !y_dir_pin # Add ! in front of pin name to reverse Y stepper direction
Finales de carrera/endstops una vez verificado que la dirección de nuestros motores es la correcta tendremos que comprobar que nuestros finales de
Finales de carrera físicos, en el caso de usar finales de carrera físicos podremos comprobar su estado desde la propia interfaz de Fluidd en la pestaña Tunning. El estado correcto es OPEN sin estar activado y TRIGGERED activado
Sensorless, si optamos por usar sensorless deberemos de ajustar la sensibilidad dentro del fichero de printer.cfg añadiendo un override de la configuración por defecto: [tmc2209 stepper_x] driver_SGTHRS: 70 # Stall guard threshold, this is your X sensitivity, to adjust, copy this section and override it in printer.cfg.
[tmc2209 stepper_y] driver_SGTHRS: 70 # Stall guard threshold, this is your Y sensitivity, to adjust, copy this section and override it in printer.cfg.
Z-Probe, si disponemos de un sensor de nivelación dependiendo del tipo que usemos la verificación del mismo puede variar. En el caso de inductivos/capacitativos/IR que suelen ir funcionar como los finales de carrera fisicos se comprueban de la misma forma. Por otro lado sensores estilo BlTouch/3DTouch o similares, que usan una parte servo, se han de verificar de forma diferente usando los comandos BLTOUCH_DEBUG COMMAND=pin_down para desplegar el pin, un BLTOUCH_DEBUG COMMAND=touch_mode y verificando con QUERY_PROBE teniendo que devolver un probe: open. Usaremos el comando BLTOUCH_DEBUG COMMAND=pin_up para volver a subir el pin. En el caso que algo no funcione correctamente y quede el sensor colgado, parpadeando en rojo, volveremos a dejarlo en estado normal mediante BLTOUCH_DEBUG COMMAND=reset.
Z-Offset, en el caso de usar sensor de nivelación deberemos ajustar el Z-Offset, que es la distancia entre que el sensor se activa al detectar la cama y el nozzle, para ello usaremos el comando PROBE_CALIBRATE para entrar en la calibración. Una vez finalizado el proceso de posicionamiento usaremos el tradicional folio y los comandos TESTZ Z=-.1 (podemos variar el valor a nuestro gusto) para ajustar Z hasta que el folio tenga fricion con el nozzle. Cuando tengamos el valor adecuado usaremos el comando ACCEPT el cual guardará en nuestro printer.cfg el valor obtenido, este se encuentra el zona inferior de valores que son auto-generados y no se debe de modificar: #*# [probe]
#*# z_offset = 1.4 En el caso de querer ajustarlo manualmente podremos modificar ese valor.
Calibración
Ya tenemos la máquina lista para continuar con los ajustes iniciales importantes a realizar antes de comenzar con la calibración.
Ajuste PID
El ajuste del PID es un punto importante a realizar durante la puesta en marcha y siempre que modifiquemos alguna pieza/componente relacionada con el sistema de calentado de nuestra máquina.
El proceso es muy sencillo y se hace muy rápido así que no tenemos excusa para hacerlo siempre que veamos fluctuaciones anormales de temperatura:
Hotend/Extrusor, lanzaremos desde el terminal el comando PID_CALIBRATE, por ejemplo: PID_CALIBRATE HEATER=extruder TARGET=200 Una vez finalizado haremos SAVE_CONFIG para que se guarde en nuestro printer.cfg nuestra configuración de PID.
Cama, en este caso lanzaremos el comando de la siguiente forma: PID_CALIBRATE HEATER=heater_bed TARGET=60 Una vez finalizado haremos SAVE_CONFIG para que se guarde en nuestro printer.cfg nuestra configuración de PID.
Calibración extrusor (e-steps)
Antes de comenzar a imprimir, si... ya hay ganas!!!, tenemos que calibrar los pasos de nuestro extrusor.
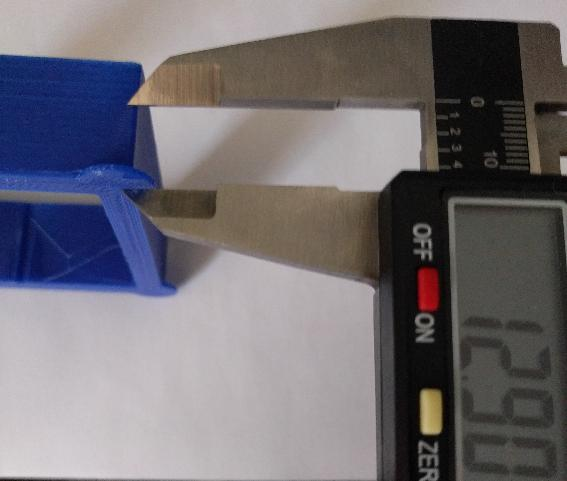
Con el hotend a la temperatura aconsejada para el material que usemos realizaremos una marca a 120mm de la entrada del extrusor.
Desde Mainsail en Control extruiremos 50mm dos veces (para hacer un total de 100mm extruídos) lo hacemos en dos veces porque por defecto Klipper tiene limitado la distancia máxima de extrusión la cual por otro lado podremos ajustarla si deseamos.
Después de extruir mediremos desde la entrada del extrusor, donde previamente tomamos como referencia para marcar los 120mm, hasta la marca que hicimos en el primer punto y con ese valor realizaremos la siguiente fórmula (asumiremos que, aunque en un mundo perfecto debería medir 20mm esa distancia, hemos obtenido 19mm): 120mm-19mm= 101mm
Ahora calcularemos nuestro nuevo rotation_distance en la parte del extrusor de nuestro printer.cfg utilizando el valor de la siguiente fórmula: valor_actual_rotationdistance*(valor_realextruídopasoanterior/valor_solicitadoaextruirenpasoanterior)= nuevovalor_rotationdistance Como ejemplo: 4.63 * (101/100) = 4.58
En nuestra guía de calibración podéis encontrar una calculadora para que os sea más sencillo/cómodo estos cáclulos. Dónde:
Medida Modelo Test, sera el valor que hemos solicitado extruir... en nuestro ejemplo 100mm
Medida Modelo Impreso, el valor obtenido en el punto 3... en nuestro ejemplo 101mm
Pasos Actuales, el valor actual de rotation_distance... en nuestro ejemplo 4.63
Nuevos Pasos, será el nuevo valor a poner en rotation_distance... en nuestro ejemplo 4.58
Nivelación de cama
En los ficheros de configuración de Fysetc para su kit Voron 0.1 ya dispone en sus macros de inicio la configuración para realizar la nivelación de cama manual, en cualquier caso os facilitamos el link a la documentación de Klipper sobre la nivelación de cama para personalizar o explorar otras opciones si lo creemos oportuno.
Pressure Advance
Pressure Advance es otra función interesante de Klipper que también cuenta con funciones similares en otros firmwares.
Pressure Advance nos permite un control total sobre la extrusión evitando artefactos como hilos o restos de filamentos en movimientos sin extrusión o mejorando el acabado en los cambios de dirección en nuestras piezas.
El proceso para medir nuestro valor de Pressure Advance mediante una torre de test diseñada para resaltar estos defectos y seguir el procedimiento descrito en el siguiente link.
Es importante recordar que el valor de Pressure Advance puede cambiar considerablemente por dos factores, el nozzle (diámetro, material, etc) y filamento (diámetro, composición, temperatura, humedad, etc).
Con esto en mente es aconsejable encontrar el valor para cada combinación de ambos factores (nozzle/filamento) para un resultado óptimo.
Compensación de resonancias... Input Shaping
Una de las grandes funcionalidades de Klipper, y que vamos a ver próximamente en otros firmwares como Marlin o Duet, es el soporte a Input Shaping que es una técnica que permite reducir las vibraciones/ondas (ringing, echoin, ghosting, rippling son otros nombres de ese tipo de artefactos).
Podéis encontrar más información aquí.
Configuración slicer/laminador
Fysetc dispone en su repositorio para la Voron 0.1 perfiles para PrusaSlicer y SuperSlicer. Podemos descargar el siguiente fichero VoronV0.ini y exportar la configuracion en estos laminadores.
Backups configuración Klipper
Podéis encontrar el procedimiento para realizar un backup de vuestros ficheros de configuración de forma sencilla usando una macro de Klipper en un repositorio de Github aqui.
Experiencia de uso
La Voron 0.1 es una impresora impresionante pese a su apariencia de juguete, estamos hablando de una impresora para usuarios medio/avanzados con cierta experiencia en impresoras o con ganas de aprender a manejar máquinas que se salgan del estándard actual de impresoras cartesianas/Marlin.
Gracias a la documentación, diseño de partes impresas y calidades en los componentes el ensamblado y manejo de la impresora es relativamente sencilla teniendo en cuenta que es una impresora avanzada.
El poder gestionar la máquina desde cualquier dispositivo gracias a Klipper, nuestra pantalla LCD o incluso usando una pantalla a nuestra Raspberry Pi es una delicia.
Una vez ensamblada, realizados los ajustes básicos de máquina/firmware y las calibraciones de nuestro slicer podemos decir que la calidad y fiabilidad de la impresora ha sido soberbia en todos los tests y pruebas realizadas.
Voron 0.1... la necesito?
Como ya hemos comentado esta Voron 0.1 es una impresora muy peculiar, tenemos una impresora de alto rendimiento condensada en un pequeño chasis con un área de impresión pequeña (120mmx120mmx120mm) para lo que estamos acostumbrados.
Por otro lado es una impresora perfecta para...
una impresora excelente para piezas pequeñas, sobretodo si usamos materiales técnicos
una impresora de gran precisión y altas velocidades
portable y de bajo consumo
diseño cerrado que mejora y permite trabajar con materiales técnicos
acceso a cantidad de mods y una amplia comunidad Voron
En el caso que todas estas ventajas coincidan con lo que buscamos y el coste de la máquina este dentro de nuestro presupuesto, porque no nos engañemos tiene un coste elevado pero a la altura de las prestaciones que ofrece, es una de las mejores impresoras que podemos tener a día de hoy de estas características.
Valoración final
Pese a que tenemos bastante experiencia en la construcción de impresoras 3D ya sean comerciales, DIY o diseñadas/fabricadas por nosotros mismos tenemos que ser sinceros ya que el montaje de esta Voron 0.1 no es sencillo y es muy aconsejable una buena planificación, documentación previa del proceso y lo más importante... armarse de paciencia y ser meticuloso en cada uno de los pasos a seguir.
Por contrapartida una vez has montado la Voron 0.1 y comienzas los ajustes te das cuenta que no es una impresora normal y sus posibilidades se multiplican con el uso. Además la gran comunidad de Voron que continuamente mejoran y le añaden funcionalidades la hacen una impresora muy a tener en cuenta, eso sí, para un uso muy concreto dadas sus limitaciones de tamaño.
Como siempre Fysetc ha hecho un trabajo excelente en su kit, pudiendo simplificar el proceso de montaje:
completa tornillería perfectamente etiquetada
podemos encontrar en su Github piezas mejoradas así como herramientas de montaje e instrucciones específicas de su kit
la electrónica facilitada es muy correcta y suficiente para esta impresora sobretodo pensando que funciona con Klipper y pasan a ser meros controladores de motores y sensores
el hotend nos sorprendió por su comportamiento aunque idealmente si vamos a trabajar de forma continuada con materiales técnicos seria uno de los puntos a mejorar sin duda
todo el conjunto y partes de la cinematica tienen una buena calidad asi como los perfiles usados
los motores pese a no ser LDO originales desde Fysetc nos indican que son idénticos pero serigrafiados con su marca
No relacionado con el kit de Fysetc ya que no se incluye es importante recalcar que es necesario imprimir bastantes partes y que estas, dependiendo de que materiales tengamos pensado trabajar, deberían de ser impresas en PETG aunque lo ideal es el uso de ABS/ASA. En cualquier caso es muy importante que la impresora que usemos para imprimir estas partes esté muy bien calibrada ya que las tolerancias de estas piezas, dado el tamaño de la impresora, es muy baja y puede darnos verdaderos quebraderos de cabeza durante el ensamblado, ajuste o uso de nuestra Voron 0.1.
Documentación Voron/Fysetc
Electrónica Cheetah mejorable
Calidad de componentes kit
Hotend Tornado mejorable
Comunidad Voron y mejoras disponibles
Inclusión de pantalla
Después de semanas con ella podemos decir que va a ser una de nuestras impresoras imprescindibles para imprimir pequeñas piezas en materiales más técnicos.